

WD-309L不銹鋼用帶極堆焊鋼帶
WD-309L主要成分是低C-22Cr-12Ni,主要使用于帶極埋弧堆焊和電渣堆焊中過渡層的焊接;亦可用于熱交換器等場合下的單層成形堆焊。堆焊效率高,母材稀釋率低;焊道成形美觀。搭接熔合平滑,堆焊金屬中雜質元素含量低。
所屬分類:
· 碳鋼焊劑

咨詢熱線:
- 產品描述
-
- 商品名稱: WD-309L不銹鋼用帶極堆焊鋼帶
WD-309L主要成分是低C-22Cr-12Ni,主要使用于帶極埋弧堆焊和電渣堆焊中過渡層的焊接;亦可用于熱交換器等場合下的單層成形堆焊。堆焊效率高,母材稀釋率低;焊道成形美觀。搭接熔合平滑,堆焊金屬中雜質元素含量低。
符合標準:
JB/T4747 HD309L AWS A5.9 EQ309L EN12072 23 12L ISO 14343B-BS309L
說明:
WD-309L主要成分是低C-22Cr-12Ni,主要使用于帶極埋弧堆焊和電渣堆焊中過渡層的焊接;亦可用于熱交換器等場合下的單層成形堆焊。堆焊效率高,母材稀釋率低;焊道成形美觀。搭接熔合平滑,堆焊金屬中雜質元素含量低。
用途:
廣泛應用于石化行業中加氫設備、核容器、尿素設備、海洋平臺設備等的堆焊使用。
焊絲及熔敷金屬化學成分參考值(%) :

注意事項:
1、焊前嚴格對母材打磨,去除鐵銹、油污等影響焊接的因素,必須預熱。
2、過渡層堆焊時,在保證焊道成形的前提下盡量降低過渡層堆焊厚度(3-3.5mm);耐蝕層堆焊時,在保證焊道成形的前提下可以適當增加耐蝕層的厚度(3.5-4 mm)。
3、使用平特性電源效果更好。
4、堆焊位置以水平至2左右的上坡焊為宜。
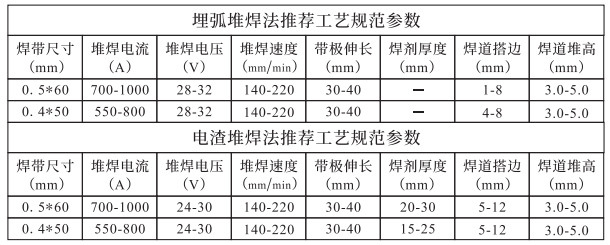
推薦焊接參數:
 關鍵詞:
關鍵詞:- 不銹鋼
- 堆焊
- 焊接
上一頁